

 |
Les différentes techniques ramènent toutes à la compression d'un matériau entre des outillages au moyen d'un engin qui fournit l'énergie nécessaire à l'opération, ceci afin de lui donner une géométrie définie à l'avance. On distingue : le forgeage manuel |
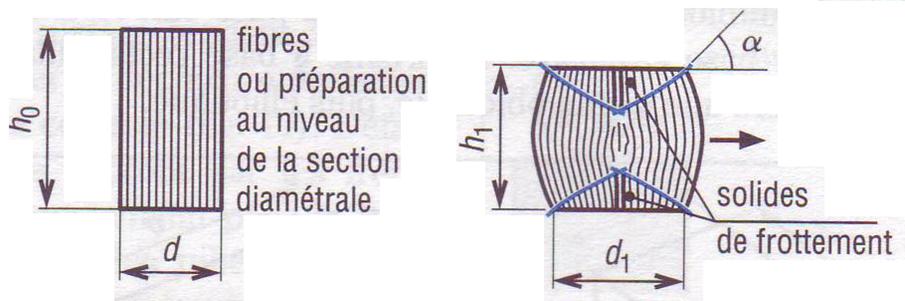 |
1 NOTIONS SUR LES LOIS D’ÉCOULEMENT DU MÉTAL 1.1. Loi de la constance du volume A la perte au feu près, le volume d'un morceau de métal reste constant au cours de la déformation. Ce qui se traduit par Ex+ Ey + EZ = 0 1.2. Loi de moindre résistance Quand les points d'un solide au stade de la déformation se déplacent dans des directions différentes, chaque point de ce corps pris séparément, empruntera la direction où il rencontre la plus faible résistance. 2 NOTION DU SEUIL DE PLASTICITÉ 2.1. Définition Lorsque l'on compresse une éprouvette de dimensions données, chauffée à une température déterminée, il existe une force F qui provoque un début de mouvement. Cette force ramenée à l'unité de surface s'appelle le seuil de plasticité |
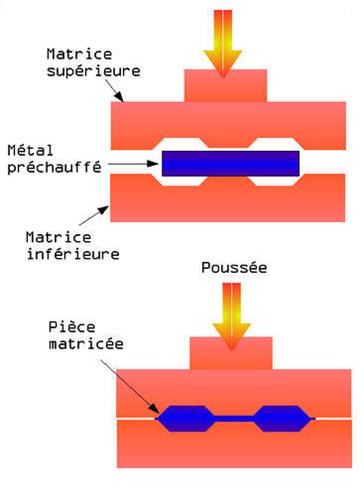 |
Tout en gardant les avantages de la pièce forgée, l'estampage va permettre d'atténuer ou de supprimer les inconvénients du forgeage libre. On peut définir l'estampage comme étant le "moulage en phase plastique". Les moules utilisés s'appellent des "matrices". Comme tous les moyens d'obtention de brut, il est nécessaire pour la réussite de l'opération de penser au forgeage dès le stade de la conception de la pièce. 1 PRINCIPE |
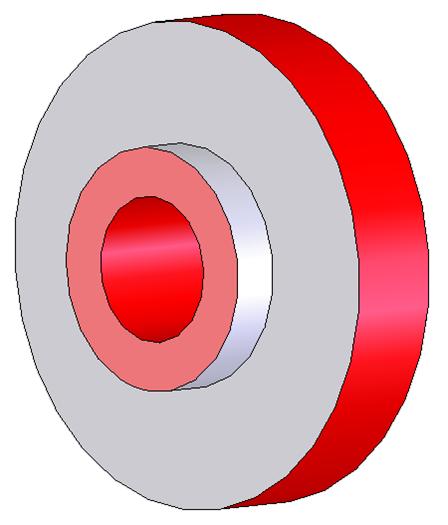 |
On souhaite désormais fabriquer en grande série le galet ci-dessous en se limitant à l’usinage des seules surfaces fonctionnelles (surlignées). Il est actuellement totalement usinée dans la masse (Matériau : C35). A cet effet, le bureau d’étude décide alors de réaliser l’ébauche de la pièce en forgeage par estampage sur presse à forger verticale (Qualité pièce F normale) |
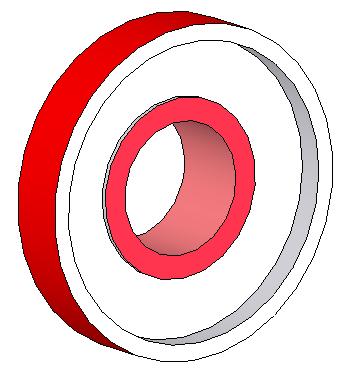 |
On souhaite désormais fabriquer en grande série le disque ci-dessous en se limitant à l’usinage des seules surfaces fonctionnelles (surlignées). Il est actuellement totalement usinée dans la masse (Matériau : C35). A cet effet, le bureau d’étude décide alors de réaliser l’ébauche de la pièce en forgeage par estampage sur presse à forger verticale (Qualité pièce F normale) |