

 |
La légende veut qu'un aborigène entoura son feu de pierres contenant du minerai de cuivre. À son réveil, il remarqua quelque chose qui brillait au travers des cendres. Il s'agissait du métal fondu durant la nuit. Cette découverte fut faite 4500 ans avant Jésus-Christ. Dès lors, la fonderie est née. |
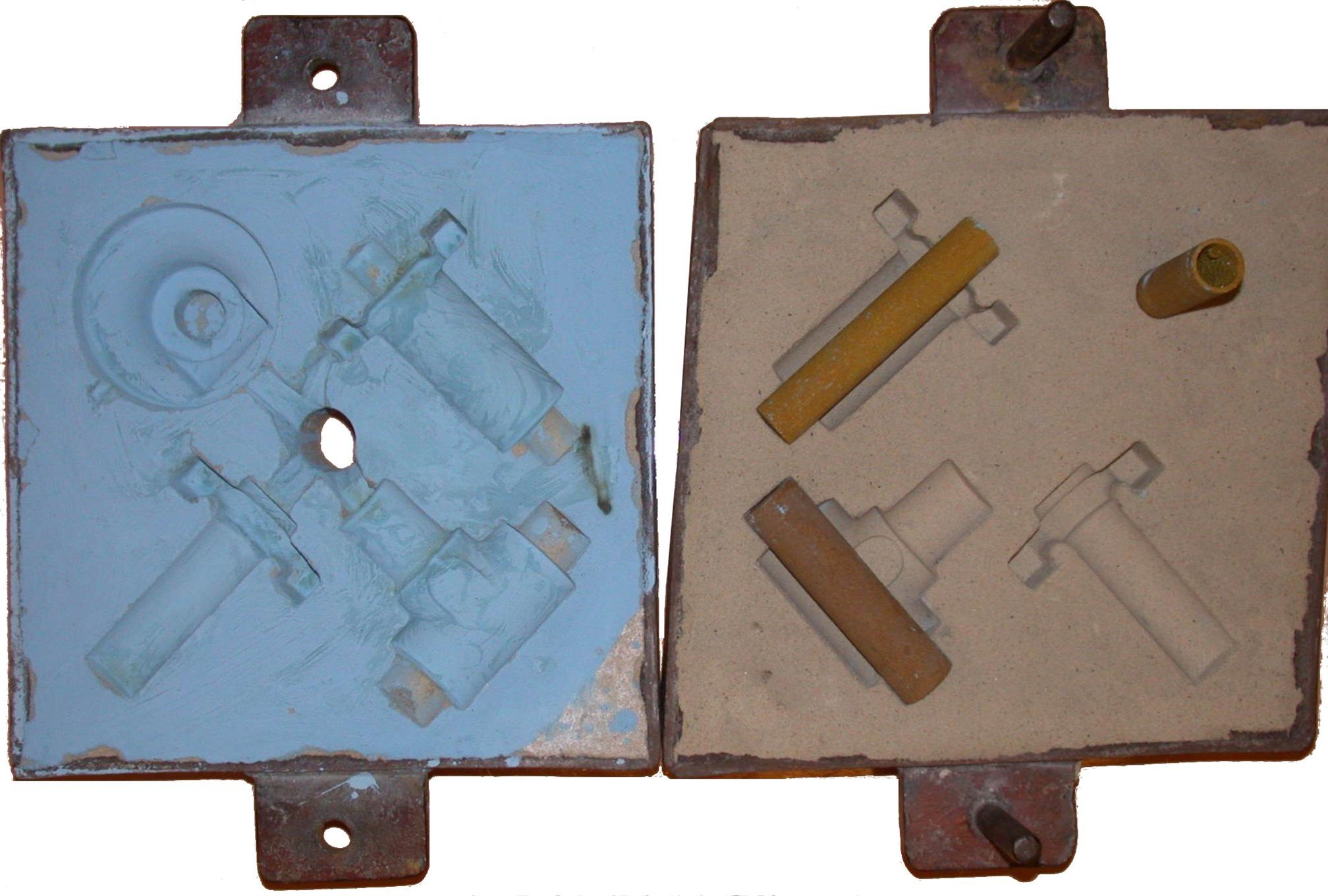 |
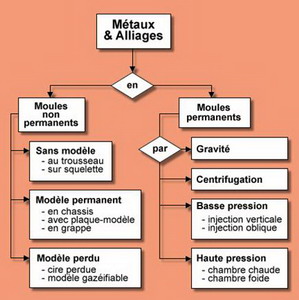
Le moulage au sable consiste à réaliser une empreinte dans un matériau plastique - structure granulaire (généralement des sables siliceux) - à partir d'un modèle aux formes de la pièce. |
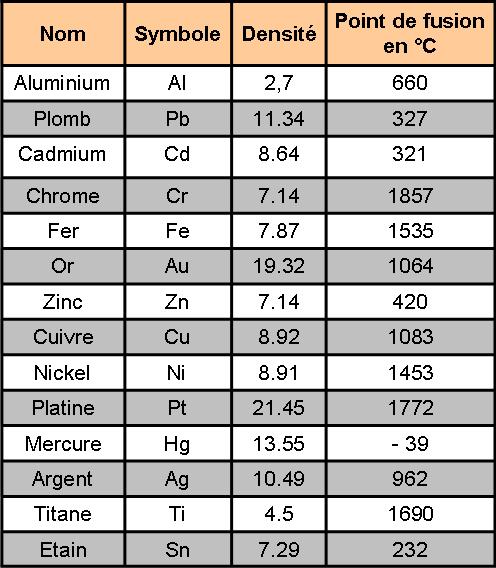 |
1 PROPRIÉTÉS PHYSIQUES DES MATÉRIAUX 1.2 Moulabilité 1.3 Coulabilité La coulabilité est l’aptitude d’un matériau fondu à bien remplir le moule et à reproduire fidèlement son empreinte. Si la coulabilité est trop faible il peut y avoir des trous dans le remplissage (surtout dans les sections de faible dimension). L’augmentation de température augmente la coulabilité de tous les métaux et alliages métalliques. Par contre, les inclusions non métalliques dans un alliage diminuent sa coulabilité. 1.4 Dilatibilité La dilatibilité exprime la variation de volume que subit un matériau sous l'influence de la température. |
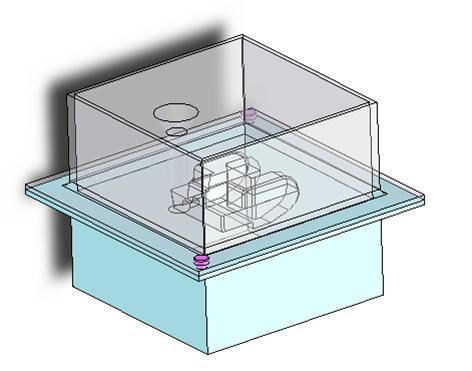 |
On souhaite représenter sous SOLIDWORKS, l’assemblage d’un moule en sable relatif au corps de butée. 1 Préparer le modèle 1.1 Démarrer Solidworks puis ouvrir le fichier Corps de butée (Fichier de type pièce extension de fichier SLDPRT). 1.2 Créer le modèle à partir de la pièce usinée. |
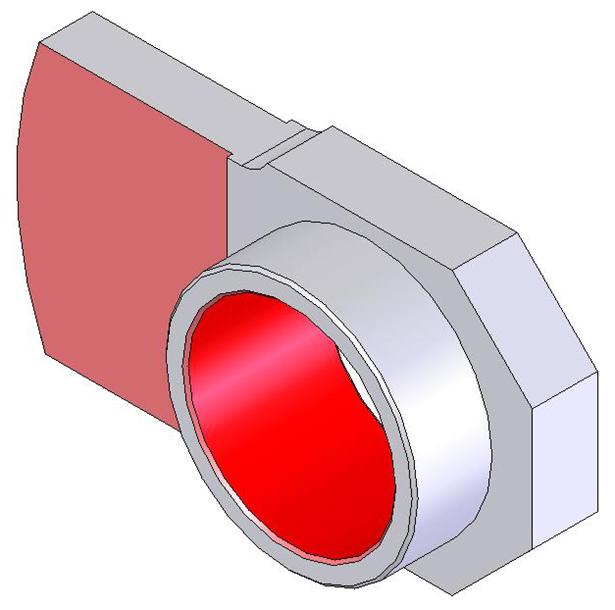 |
On souhaite désormais simplifier la fabrication de la pièce ci-dessous (totalement usinée dans la masse, Matériau = 2017A, Rm = 420 MPa, A = 18%, HB = 105) en se limitant à l’usinage des seules surfaces fonctionnelles (surlignées). A cet effet, le bureau d’étude décide alors de réaliser la pièce en moulage en sable (moulage à la main) : |